Customer Objective
Faced with increasing market pressures on the cost, size and installation complexity of their highly successful 32 MW, ground-based, aero-derivative gas turbine engines, this leading manufacturer turned to Cascon for support in the complete redesign of the engine’s lubrication system skid to:
- Reduce the skid size to fit within the engine enclosure
- Standardize electrical and mechanical devices to new international design protocols
- Reduce component count to achieve reduced cost and increased reliability
Cascon Solution
Drawing on more than thirty years of experience in the design of multi-circuit pumps, the Cascon team applied its core engineering and technology to produce a compact skid with all the features necessary to satisfy project objectives.
From the project’s outset, our team worked closely with the client’s engineering staff, engaging in ad-hoc trade studies to arrive at the most effective design strategy. The collaboration quickly produced a space-efficient design concept by vertically mounting the pump in the reservoir tank, and engineering the top of the pump to double as support for the unit’s AC electric drive motor. Fluid and instrument port passages were then routed inside the pump to a stainless steel interface plate above the tank, ultimately eliminating the need for a number of fittings, tubes and hoses. Progress on the pump and skid designs evolved concurrently, with Cascon providing on-demand engineering support, while producing solid models to ensure the seamless integration of the overall design.
To complete the design phase, we played an integral role in the customer’s gated review process to insure the design would meet performance and reliability targets, and integrate seamlessly into the overall skid design. Once the design details were finalized, Cascon constructed two prototype pumps for testing on a Cascon test rig and integrated with a full engine system. Once all design requirements were verified, serial production was initiated to support the customer’s aggressive engine build schedule.
The improved skid design, featuring two Cascon multi-circuit gerotor pumps, met or exceeded all expectations, and the complete gas-turbine package has become one of the most successful serving the oil and gas industry today. To date, Cascon has supplied nearly one-thousand pumps in support of the program.
Pump Features
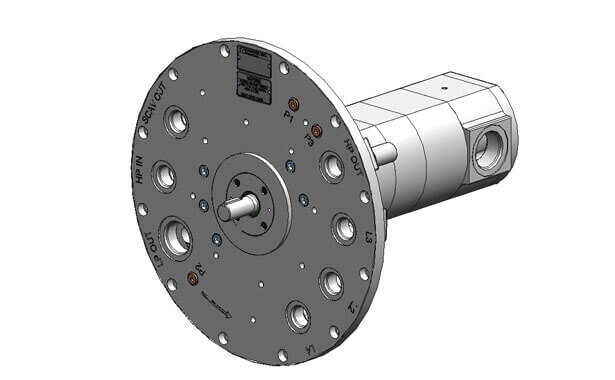
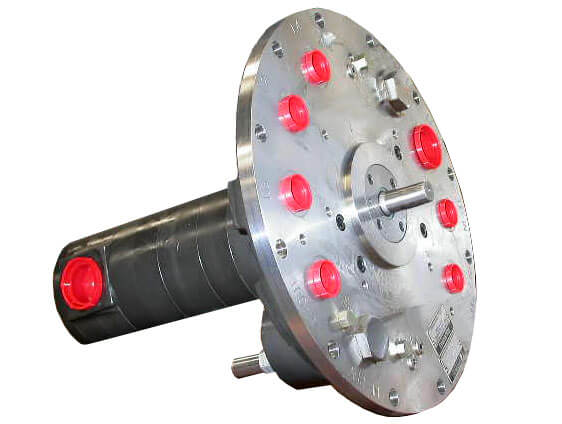
- Five independent pumping functions: Unique design provides oil supply for gas generator lubrication, high pressure oil for variable inlet guide vane actuation, and independent scavenge of three engine bearing compartments
- Easily accessible pressure relief valves: Offering easy access through the top port plate, the units are designed for easy calibration checks of hydraulic control circuits, with valves integrated directly into the pump housing
- Internal flow path routing: Channeled within the ductile cast iron pump housings, internal flow paths route oil from individual pump circuits to the port plate located outside the reservoir
- Structurally integral port plates for the pump and drive motor: Port plates provide structural support for the pump and drive motor, with mounting holes and a pilot diameter for the motor adaptor; a machined bore for the field-replaceable shaft seal assembly and a series of SAE straight thread O-ring ports, with interconnections to each of the individual pump circuits.